Our facility in Ipoh, Perak is designed with Industry 4.0 principles, featuring smart automation, real-time data monitoring, and a fully integrated Machine System (Mi System) to ensure efficient and consistent production. Powered by solar energy, we minimize our environmental impact while upholding the highest quality standards. With ISO 9001 & GMP certification, we are dedicated to continuous improvement, operational excellence, and sustainable growth.
ABOUT US
Industry 4.0 & Sustainable Innovation
Our facility in Ipoh, Perak is designed with Industry 4.0 principles, featuring smart automation, real-time data monitoring, and a fully integrated Machine System (Mi System) to ensure efficient and consistent production. Powered by solar energy, we minimize our environmental impact while upholding the highest quality standards. With ISO 9001 & GMP certification, we are dedicated to continuous improvement, operational excellence, and sustainable growth.
Years Experience
0+
Products
0+
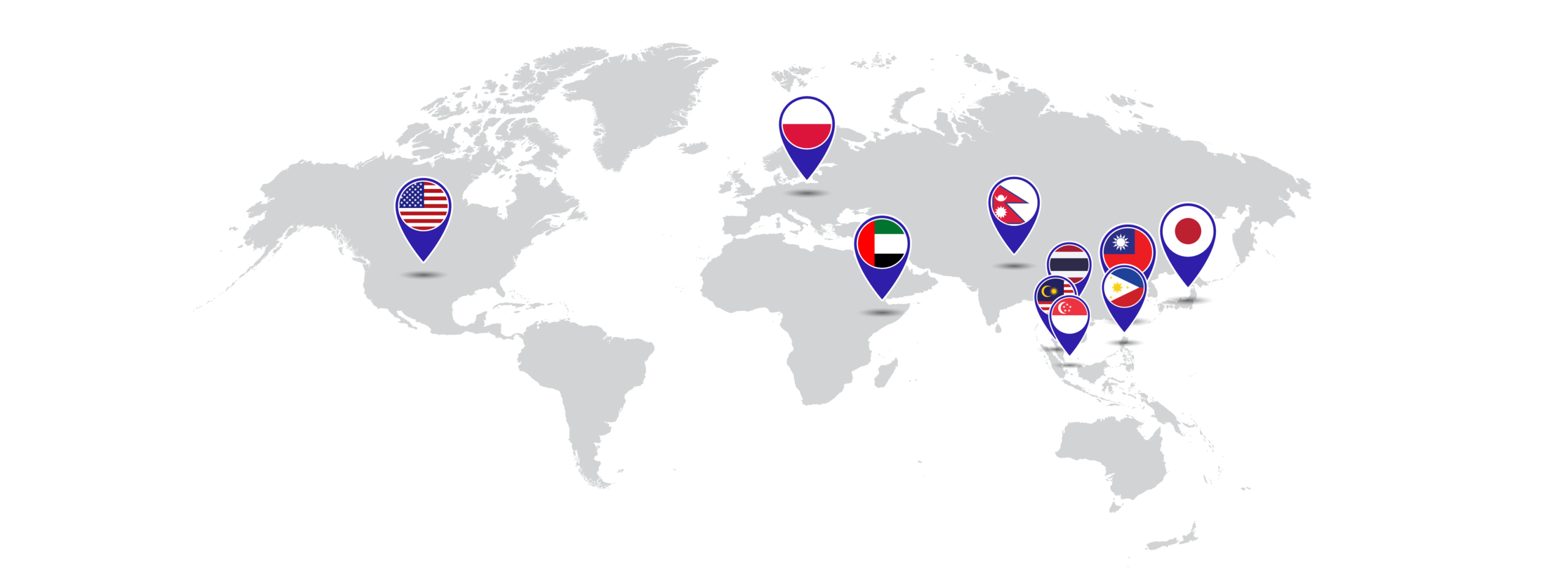
Export Countries
0+
My Resume
Our Commitment
Vision
To be a leading manufacturer of sustainable, plant-based home care solutions, shaping a cleaner and greener future.
Mission
Supply high quality eco-friendly cleaning products with affordability price for sustainability lifestyle.
Committed to produce low carbon footprint cleaning products that reduce ecological impact.
Promoting responsible consumption with refill vending machine to reduce plastic wastes.
Our Responsibility
In the world of manufacturing, especially for consumer products, safety is our top priority.
In the world of manufacturing, especially for consumer products, safety is our top priority.
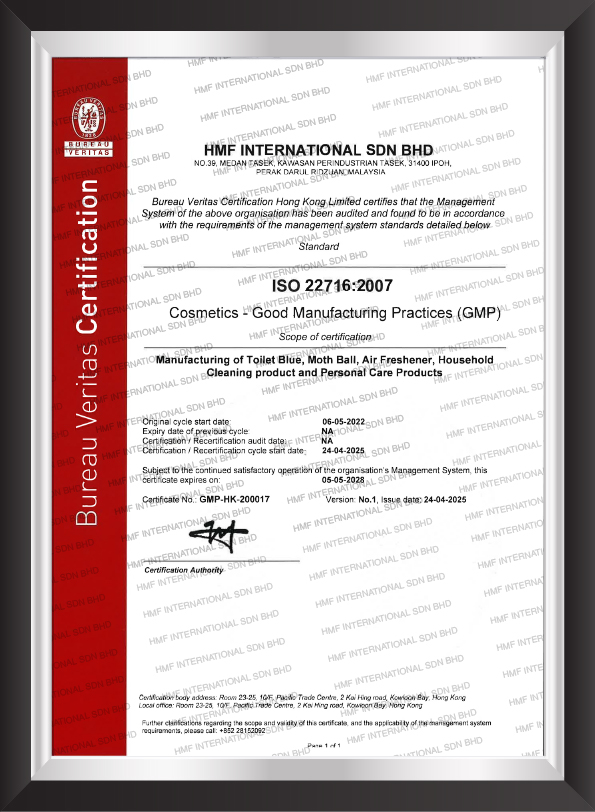
Quality, Safety & Global Compliance
We ensure that all our products meet stringent international standards, backed by certifications such as United States Department of Agriculture, The Vegan Society United Kingdom, Halal, and ISO, giving our customers confidence and peace of mind.
R&D Manufacturing and Facilities
At HMF International, continuous improvement drives everything we do in manufacturing. Our dedicated R&D team, supported by advanced production facilities and comprehensive market research, enables us to consistently deliver high-quality products. By combining innovation with precision, we stay ahead of industry trends and continuously enhance our offerings to meet evolving customer needs.
At HMF International, continuous improvement drives everything we do in manufacturing. Our dedicated R&D team, supported by advanced production facilities and comprehensive market research, enables us to consistently deliver high-quality products. By combining innovation with precision, we stay ahead of industry trends and continuously enhance our offerings to meet evolving customer needs.